Overmolding is one of the leading rapid tooling methods today, offering significant advantages in production costs, cycle times, and design possibilities for product manufacturing. The diverse design benefits of 2K molding have led to its widespread use in industries such as mobile phones, pen manufacturing, automobiles, home appliances, hand tools, and consumer goods.
This article explores the development and trends in overmolding technology, with a focus on how to achieve prototype manufacturing of small batches during the product development stage for 2K overmolding parts.
What is Overmolding?
Overmolding is an injection molding process that combines two or more different materials to create a single part. The first material, known as the substrate, is covered partially or fully by subsequent materials, referred to as overmolded materials.
Initially used to enhance the appearance of consumer goods, overmolding has gained popularity for its ability to improve product functionality. It can enhance features such as chemical resistance, electrical insulation, and provide a softer touch or better grip.
There are two main types of overmolding manufacturing processes:
a. Soft Material Overmolding Hard Material:
This process typically involves thermoplastic elastomers (TPE) used over a substrate material like ABS, PC, PC/ABS, PA, or SAN. Common TPEs include SEBS, TPE-V, TPE-U, TPE-E, and TPE-A. These “soft cladding” products improve insulation, chemical resistance, ergonomics, grip, and aesthetics.
b. Hard Material Overmolding Hard Material:
In this application, the secondary overmolding materials are also rigid plastics. For example, this can involve rigid molded plastic with metal inserts or transparent molded plastic combined with non-transparent parts. However, achieving high quality in transparent 2K injection molding can be challenging due to a higher defect rate.
Overmolding Process Types: 2K Molding and Two-Shot Molding
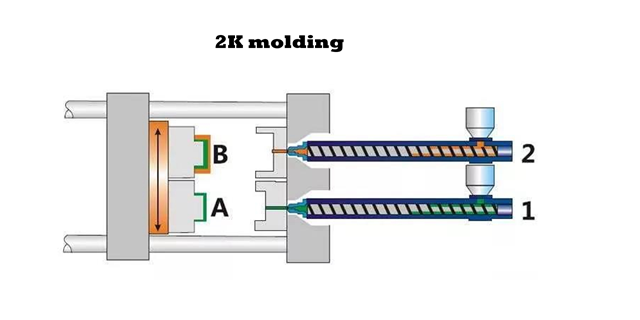
2K (Two-Color) Injection Molding involves a two-step process where two different materials are injected to create a single product. The process begins with injecting the first material into a mold using a 2K injection molding machine. After the initial material sets, the mold flips or shifts to allow a second injection of a different material into the same mold cavity, forming a cohesive part.
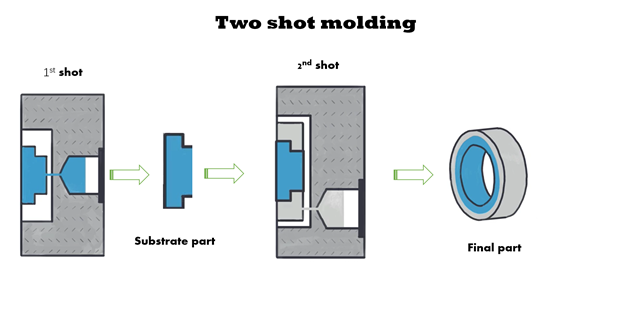
Another method is two-shot injection molding, which involves creating a component on an injection molding machine, then using that part as an insert in another mold to inject a second material.
Insert molding (commonly referred to as wrapping or secondary injection molding) starts with the production of a rigid part, typically made from hard plastic, which is then placed into the mold cavity. Afterward, a thermoplastic elastomer (TPE) is injected around this component to complete the product. Conventional injection molding equipment can be utilized for insert molding, and the placement of rigid parts can be performed manually or with mechanical arms. This technique is often used for coating metal components.
Bonding Strength of Overmolded Parts
Physical Methods: These include designs such as buckles, surface rolls, and surface tapping, which allow the second material to be directly molded over the first (covering). The characteristic of bonding achieved through these physical methods is that the physical joints exhibit strong adhesion, while external adhesion is minimal.

Chemical Methods: This approach involves bonding the two materials through molecular affinity, creating a strong chemical bond that forms a single part from two or more materials.
In practice, physical and chemical bonding methods are often used together. However, achieving bonding through chemical means is generally more reliable and flexible. This strong chemical bond results from mutual solubility, penetration, and entanglement of molecules or molecular chains.

Four Types of Overmolding
There are four common types of overmolding:
- Plastic Over Plastic: Both the substrate and the overmolded material are plastics. It’s important that the materials have the same or similar melting points.
- Plastic Over Metal: In this process, a metal part (which can be CNC-machined, cast, or forged) is placed in the mold first, and then plastic is molded over it. This allows for the integration of metal inserts within plastic parts.
- Elastomer Over Plastic: Here, the substrate is a hard plastic, while the overmolded material is an elastomer, such as rubber or polyurethane.
- Elastomer Over Metal: Similar to plastic over metal, a metal part is placed in the mold first, and then an elastomer is molded over it.
However, not all materials are suitable for overmolding. For instance, when producing only a few prototypes, it can be challenging to find compatible elastomers.
Producing High-Quality Overmolding Products
1. Material Selection
Three key factors influence the molecular bonding between TPE and hard plastic:
- Polarity Compatibility: The polarity of TPE should closely match that of the hard plastic to ensure mutual solubility and effective melting.
- Surface Tension: TPE must have lower surface tension compared to the hard plastic, allowing it to spread effectively over the surface during the molding process.
- Thermal Interaction: As the TPE melt flows over the hard plastic, the cooling process releases heat, which can effectively melt the hard plastic’s surface, creating a thin interpenetrating layer.
2. Seven Guidelines for the Overmolding Process
- Prefer 2K Molding: Two-component (2K) molding is generally more effective than two-shot molding. In 2K molding, the first shot of hard plastic remains hot, minimizing moisture absorption and facilitating better surface ablation by the TPE melt.
- Optimal Feed Barrel Temperature: Use the highest possible feed barrel temperature within the TPE material’s allowable range. Insufficient heat can prevent effective ablation of the hard plastic surface.
- High Mold Temperature: Maintain a high mold temperature during the second shot. This allows the TPE melt to cool slowly, providing sufficient time for effective surface ablation.
- Fast Injection Speed: Eject the TPE melt at high speed to minimize spread time on the hard plastic surface, maximizing the ablation effect.
- Fast injection leads to shorter spread time and longer contact time for ablation.
- Friction generates heat, allowing the TPE melt to maintain temperature longer.
- Increased shear during fast injection reduces viscosity, enhancing spreadability.
- Prevent Moisture Absorption: Avoid moisture or tarnish on the hard plastic surface, particularly in two-shot molding, as this can hinder bonding.
- Consider Nylon 66 Properties: Nylon 66’s moisture absorption can create hydrogen bonds that weaken TPE’s bonding ability. Ensure that TPE formulations are compatible and moisture-resistant to maintain bonding strength.
- Inspect the Washing Cylinder: Pay attention to the washing cylinder during initial machine tests, especially if it was previously used for PVC or hard rubber, as residues can affect the quality of the overmolding process.
Three Benefits of Overmolding
1. Enhanced Aesthetics
Overmolding allows for the creation of a single plastic part with multiple colors and surface finishes. This process enables seamless integration of different colored or textured components, resulting in visually appealing designs. For example, a clear resin can be overmolded with a black resin to form a cohesive automotive lens, while metal inserts can be overmolded with plastic for a polished look.
2. Improved Assembly
Components molded together during the overmolding process fit more precisely than those made separately and assembled later. The melted plastic cures directly on the substrate, creating a more robust and solid assembly, which enhances the overall structural integrity of the product.
3. Increased User-Friendliness
Incorporating elastomers like rubber or polyurethane over hard plastic or metal parts enhances comfort for users. The soft layer improves the tactile experience, making the product more pleasant to handle compared to bare metal or hard plastic surfaces.
Three Methods to Implement an Overmolding Product Prototype
Creating overmolding prototypes can be achieved through various methods, especially during the product development stage where traditional 2K injection molding may be impractical. Here are three widely used approaches:
1. 3D Printing Technology
Two-color FDM 3D Printing: This method utilizes printers with dual nozzles to produce models in different colors. However, material selection is often limited, and the quality can suffer from rough textures and low resolution. While it can create multicolor prototypes, achieving high-quality, polychromatic features remains a challenge.
2. Silicone Tool Overmolding
Urethane Casting: This technique is ideal for small batch prototyping and offers significant advantages for overmolding.
- Precision: Silicone molds can be made to match specific client requirements for color, texture, and finish, with tolerances of ±0.15 mm (up to ±0.05 mm for high precision).
- Material Versatility: A variety of materials can be used, mimicking production-grade plastics like ABS, PMMA, and PA, as well as soft rubber with various properties (e.g., impact resistance, high-temperature resistance).
- Process: The process involves creating a master pattern, making the silicone mold, and then vacuum casting. Proper gate placement and vent design are crucial to avoid defects, especially in transparent parts.
3. CNC Machining + Surface Treatment
CNC Machining: This method is favored for its speed and high dimensional accuracy.
- Material Options: Almost all engineering plastics and metals can be processed, allowing for a wide range of overmolding materials.
- Post-Processing: After machining, parts undergo surface treatments like polishing to enhance appearance, achieving quality comparable to injection-molded products.
- Combination Approach: Often, CNC machining is combined with silicone tool overmolding to create complex prototypes efficiently.
These methods provide flexibility and precision in developing overmolding prototypes, catering to various project needs.
New Advances in Overmolding Technology
Recent international exhibitions have showcased significant advancements in multi-color injection molding technologies by European and American manufacturers. These innovations emphasize a “combination” approach, integrating various basic molding techniques to enhance efficiency and functionality.
Key Developments
- Diverse Applications: Beyond traditional multi-color products like automotive headlights and TV frames, new applications have emerged, including:
- In-Mold Labeling (IML): Two-color molded internal labels.
- In-Mold Assembly (IMA): Two-color forming within mold composition.
- Stack Molding: Techniques that optimize space and material use.
- Interlayer Injection: Combining multiple processes in a single injection cycle.
- Single-Machine Solutions: These advanced applications can be executed using a single injection machine, streamlining production and reducing costs.
- Increased Focus on Efficiency: The industry is shifting towards integrating multi-color technology with other processes to achieve higher efficiency and productivity. This represents a crucial challenge for future developments.
At AS Prototypes, we have deep expertise in overmolding and have recently made significant strides in producing small-batch 2K silicone molds for two-color transparent automotive lamp parts. Contact us for an instant quote to help reduce production time and costs for your overmolding projects.