 At AS Prototypes, our Swiss-type machining applications are centered around micro-machining with diameters ranging from 1 mm to 4 mm, as well as complex B-axis milling and eccentric applications up to 26 mm in diameter. Our capabilities include boring, reaming, knurling, turning, and milling, alongside external thread cutting, tapping, thread rolling, and single-point threading. We handle a variety of materials, from stainless steel to titanium, aluminum, and even plastics. Our machines are also equipped with automatic loading features for efficient high-volume production.
At AS Prototypes, our Swiss-type machining applications are centered around micro-machining with diameters ranging from 1 mm to 4 mm, as well as complex B-axis milling and eccentric applications up to 26 mm in diameter. Our capabilities include boring, reaming, knurling, turning, and milling, alongside external thread cutting, tapping, thread rolling, and single-point threading. We handle a variety of materials, from stainless steel to titanium, aluminum, and even plastics. Our machines are also equipped with automatic loading features for efficient high-volume production.
Ultra-Precision Micro-Component Manufacturing Specifications At AS Prototypes
 Minimum Diameter: Micro medical component processing with a minimum diameter of 0.01mm, almost invisible to the naked eye, requiring specialized instruments for inspection.
Minimum Diameter: Micro medical component processing with a minimum diameter of 0.01mm, almost invisible to the naked eye, requiring specialized instruments for inspection.
Minimum Micro Hole: Micro component processing with a minimum hole size of 0.03mm. Inspected at 100x magnification under a microscope to ensure no burrs, no deformation, and a smooth surface around the hole.
Minimum Wall Thickness: Micro component processing with a minimum wall thickness of 0.02mm, used in cardiovascular implants requiring high precision and superior surface quality.
Minimum Slot Width: Micro component processing with a minimum slot width of 0.02mm, ensuring a smooth surface with no burrs and no deformation.
Precision: High-precision micro component processing with an accuracy up to 0.001mm.
Surface Finish: Achieving a high mirror finish with a maximum surface smoothness of Ra0.05um.
Concentricity: Utilizing ultra-precision and stable spindle technology to achieve a maximum concentricity of 0.001mm.
Cylindricity: Using ultra-precision and stable spindle technology, achieving a maximum cylindricity of 0.002mm.
The Working Principle of Swiss-Type Machining
The working principle of a Swiss-type lathe involves feeding bar stock through a guide bushing, which firmly supports the material as it enters the tooling area of the machine. Only the portion of the bar being machined enters the machining zone, meaning the material is tightly secured in the proper position to enhance stability and precision.
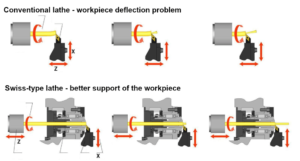 In contrast, using a conventional CNC lathe, the workpiece typically rotates rapidly in a fixed position and is securely held at one or both ends. However, with a Swiss lathe, the workpiece can both rotate and move back and forth along the Z-axis, while various tools can cut features into the part. Additionally, Swiss lathes can perform multiple operations in various areas simultaneously, whereas traditional lathes usually can only perform one operation at a time.
In contrast, using a conventional CNC lathe, the workpiece typically rotates rapidly in a fixed position and is securely held at one or both ends. However, with a Swiss lathe, the workpiece can both rotate and move back and forth along the Z-axis, while various tools can cut features into the part. Additionally, Swiss lathes can perform multiple operations in various areas simultaneously, whereas traditional lathes usually can only perform one operation at a time.
 Advantages of Swiss-Type Lathe Machining
Advantages of Swiss-Type Lathe Machining
The advantages of Swiss-type lathes are their precision and speed. They can maintain tolerances as small as a few ten-thousandths of an inch, making them ideal for applications that consistently require the same measurements. They are also capable of producing simple parts with short cycle times, which can be as quick as 10 seconds depending on the part. Similar to 5-axis machining, parts can be rotated along five different axes for the most precise cuts on each part.
{kind=link}
{kind=link}
{kind=link}
{kind=link}